![]()
小ロットのプラスチック製品開発ならテクノラボ。樹脂筐体のデザイン・設計から試作、金型、射出成形まで一貫対応し、短納期・高品質なモノづくりをサポートします。




テクノラボはIoT機器や通信機器などの筐体開発に強みを持ち、利用環境に適したプラスチック素材を選定。
実践的なデザイン提案と簡易金型による少量・低コスト生産で、製品化をスピーディに実現します。
国内外の幅広い成形工場ネットワークを活用し、ニーズに最適な量産方法をご提案。
初めての製品開発でも安心してお任せください。
樹脂筐体の開発は「専門知識が必要」「コストを抑えたい」「小ロットで量産したい」など多くの課題があります。
テクノラボはプラスチック製品開発で培った幅広い知見を活かし、これらの課題を解決する最適な方法をご提案します。

多くのお客様がデザインから量産に至るまで
テクノラボで一貫し製作を依頼されます。
管理の手間を大幅に減らすことが可能です。

お互いの信頼関係を構築するために、
一切の駆け引きをしない会社です。
定価の価格表で明朗会計を心掛けています。
実際の価格はこちらからご覧ください。
プラスチックの難しさと魅力を少しでも
お伝えできるよう、FAQを作りました。
良くある質問はこちらでご確認ください。
プラスチック部品の製造では、たくさんの外注業者の差配が必要です。 社内にプラスチックの設計者がいないお客様でも工程を一括して管理できるテクノラボであれば、安心して最終製造まで行うことができます。 さらにそれがトータルでのコスト削減にもつながります。
moreプラスチックの特性を理解したエンジニアを採用することは困難ですし、自社のエンジニアを教育することも大変長い時間がかかります。 プラスチック製品の開発に特化したデザイナーや設計者を有するテクノラボと一緒に開発をすることで、信頼性の高い製品の完成が実現できます。
moreプラスチック製品は大量生産で安価な部品を作る前提となっているので、初期投資が大きくなります。 近年は高付加価値な少量生産市場が増えています。 初期費用を抑える簡易金型や、組立の立上げフォローまで行う設計支援サービスは、日本国内で唯一の充実度を誇っていると自負しています。
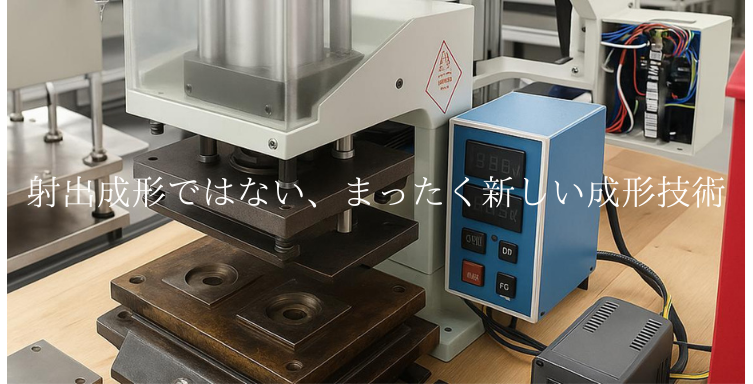
moreテクノラボはーさらに少量の生産の要望に応えるために新しい技術「Meltform」を開発し提供しています。
1個から50個までの部品量産に適した新技術です。
これまでにテクノラボが手掛けてきました製品の一部を紹介しております。
社員による最新の技術やものづくり周りの情報を発信するコンテンツ。

技術の側面からテクノラボの情報をお届けしています。『テクノラボの技術講座』『お客様の声』を随時更新中。

テクノラボの普段の仕事の様子を少しお見せします。社内外で開催したイベント、海外出張レポートなどざっくばらんに更新中。
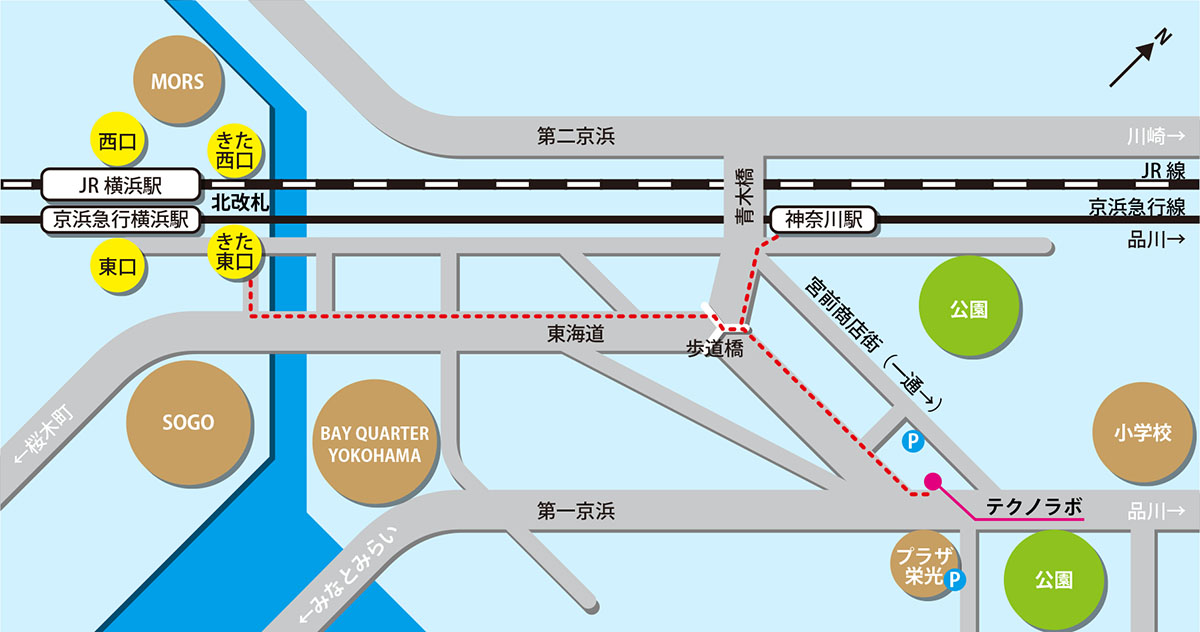
〒221-0057横浜市神奈川区青木町6-19
マークレジデンス商用棟1階
※商業棟入口は住居棟と異なります。国道15号沿いです
アクセス:JR、私鉄 横浜駅より徒歩10分。
京急線の神奈川駅より徒歩4分 。
 more
more






